Javítás és annak körülményei - WEBSITE X5 UNREGISTERED VERSION - SolarPC
Főmenü:
- Bemutatkozás
-
PC & Notebook Javítás
- PC & Notebook szervíz
- Tápcsatlakozó/DC aljzat
- Fülhallgató Jack csatlakozó hiba/törés
- USB csatlakozó hiba, törés, rendellenes működés
- VGA csatlakozó kimenet ( vagy HDMI, DVI kimenet) hiba, törés, szabálytalan működés
- Laptop billentyűzet hiba
- Wi-Fi, wireless vagyis vezeték nélküli hálózati kapcsolat hiba
- Törött, repedt ház, burkolati elem, törött nagy holtjátékú vagy túl szoros zsanér
- Videokártya hiba
- Hangkártya hiba (a notebook hangszórója nem szól)
- Nincs kép a kijelzőn
- Szalagkábel hiba
- LCD hiba
- LCD (panel) hiba
- Inverter hiba
- Fénycső hiba
- Laptop Javítás
- Tablet Javítás
- BGA Javítás
-
Hasznos cikkek
- Mire figyeljen oda
- Hővezető pasztázás
- Hogyan gyorsítsd fel a Windowsod?
- Hogyan induljon gyorsabban a laptopod?
- 5 egyszerű tipp, hogy sokáig működjön a laptopod
- Ezt minden laptop tulajdonosnak tudnia kellene...
- Nyilt titok, a legtöbb laptop ezért megy tönkre
- Költözés SSD-ről HDD-re
- Windows nyelv átállítása
- Windows 10 tippek-trükkök
- USB csatlakozók ki- és bekapcsolása
- A Windows 10 elrontja a touchpad-et?
- Windows-elemek és kurzor nagyítása
- Újraindul a gépem állandóan, mit csináljak?
- A touchpad rejtett képességei
- Elfelejtetted a Windows 7 jelszavad? Gond egy szál se!
- 15 hasznos billentyűkombináció Microsoft Word-höz
- 7 teendő a bizonságos laptopért
- 18 hasznos billentyűkombináció Excel-hez
- Az elfelejtett Wifi-jelszó nyomában
- 6 tipp, ha kevés a hely a merevlemezeden
- A laptop akkumulátor helyes használata
- Miért kapcsol ki a laptopom telepítés közben?
- Az SSD meghajtók optimális használata
- Mitől lehet, hogy a billentyűzeten néhány gomb nem működik?
- Fizetési módok
- Tárolási feltételek
- Garanciális feltételek
- Árazás
- Szervíz partnereknek
- Kapcsolat
Javítás és annak körülményei
BGA Javítás
Javítás körülményei a gyakorlatban
A forrasztási folyamat legmeghatározóbb tényezője az ólmos (SnPb) vagy ólommentes forrasztóanyag használata. Az olvadási hőmérséklete az Sn/Ag ötvözetnek (96.5Sn/3.5Ag) 37°C-fokkal magasabb, mint az Sn/Pb- nek (63Sn/37Pb). Az ólommentes forraszanyag névleges olvadási hőmérséklete 220 °C fok, míg az ólmosnak 183 °C fok.
Vannak azonban ettől magasabb olvadáspontú ötvözetek is, mint például 95Sn/5Ag forrasztóanyag 240 °C-foknál, míg az Sn/Ag/Cu 220-240 °C között van.
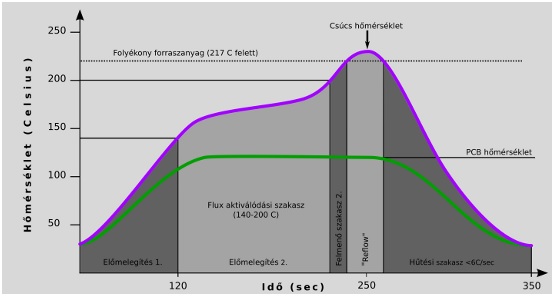
A kiválasztott hő profilban törekedni kell arra, hogy lehetőleg minimális időt töltsünk 220-240 °C között, de elegendően hosszút ahhoz, hogy rendesen megtörténjen a forrasztási folyamat. Az idő függ az alkatrész és környezete hő elvezető képességétől, tömegétől. A kisebb alkatrészek nem vezetik el a hőt olyan mértékben, mint a nagy teljesítményű félvezetők. A forrasztóállomás befogójára rögzített PCB mérete is befolyásoló tényező, például a mobil telefon másképpen viselkedik, mint az ATX-es alaplap.
Ólommentes forrasztáskor a csúcshőmérséklet ne legyen több mint 250 °C. Tapasztalatom szerint az alaplapok javításánál nem érdemes megközelíteni az említett csúcshőmérsékletet, mert a környezetben lévő alkatrészek károsodását eredményezheti. Az előmelegítés mértékét a használt flux paramétereihez kell igazítani. Ezek szerencsére hasonló paraméterekkel rendelkeznek, így általánosságban elmondható, hogy 1-2 percet kell 150-200°C között tölteni, hogy megfelelő módon kifejtse hatását. Használat előtt nézzük meg a gyártó ajánlását. Ólommentes és ólmos forrasztáshoz használhatjuk ugyanazt a fluxot.
A maximális melegítési ráta 3 °C/s, de jellemzően 1-2 °C/s -el működnek a gépek, míg hűtéskor tipikusan 6 °C/s -el hűtünk. Ennél gyorsabban azért nem javasolt, mert az feszültség, mechanikai igénybevételt idéz elő a munkaterületen, a lassabb hűtés pedig rossz hatással van a forrasztóanyagra.
Forrasztás után a felületnek jellegzetesen fényesnek kell lennie, a matt felület hibás folyamatra utal.
A szervízben minden esetben REFLOW történik, hacsak nem indokolt egy REBALLING vagy megegyezés után a Chip cserélye.